Create Your First Project
Start adding your projects to your portfolio. Click on "Manage Projects" to get started


Wireless Charging for EVs
Project type
Engineering
Date
May 2023
Location
WiTricity, Watertown MA
Role
Mechanical Design, Manufacturing, Design Validation, Reliability, Prototyping, Finite Element Analysis (FEA)
While working at WiTricity Corp. I was the lead mechanical design engineer for the wireless charging golf cart product. The purpose of this product is to advance the adoption of electric vehicles by making it more accessible to everyone. This product's offers a carefree and hands off approach to electric vehicle charging. Simply drive up to the power transfer unit and enjoy the science of wireless charging!
Overview
In collaboration with a diverse team of engineers, we sought to create a product in a market that had not previously existed; a user-friendly wireless charging system for electric golf carts. Our primary objective was to design a solution that anyone could easily install and operate.
This product was designed to be mass produced by a contract manufacturer with a target of 20,000 units in 2025 and subsequently larger volumes in later years. To enhance market integration, we partnered with major golf cart Original Equipment Manufacturers (OEMs), allowing us to incorporate wireless charging technology directly to their products for their customers.
Technology Background
Wireless power transfer (WPT) works by creating a magnetic resonance field between the power transfer unit (PTU) and the power receiving unit (PRU). The PTU is a ground pad that is wired to the grid, while the PRU is attached to the electric vehicle. The PRU converts the energy from AC into DC which is then used to power the vehicle's battery. This form of charging operates at a 94% efficiency rating, found on bench testing, which is on par with traditional wired charging.
Early Design and Prototyping
At the early stages of the project, I collaborated with a senior mechanical engineer to develop the initial product design. We determined the overall shape, materials, and environmental ratings by considering a combination of the customer needs, regulatory standards, and engineering requirements from all disciplines. Once the initial designs were finalized, we manufactured 10 prototype units using machined/soft tooled components in house. These 10 prototype units were then distributed to the various engineering departments to conduct a suit of electrical, firmware, and reliability testing.

Figure 1: CAD model of power transfer unit (PTU)

Figure 2: CAD model of power receiving Unit (PRU)
Technical Documentation
In preparation for working with manufacturers, a lot of time was spent ensuring our technical documentation was ready for production. In doing so, an engineering drawing was required for each custom mechanical part and assembly. This required a deep understanding of Design For Manufacturing (DFM) and GD&T principles. Furthermore, learning about the various manufacturing processes, such as, die casting, injection molding, stamping, sheet metal production, etc. was vital in creating the technical documentation.
Development Validation
As the project advanced, I took on a leadership role as the sole mechanical engineer, which significantly expanded my responsibilities. A key aspect of our ramp-up was to understand the capabilities of our contract manufacturer. I had the opportunity to visit their facilities in Kunshan, China, where I collaborated closely with their team to establish the manufacturing line during the "line bring up" phase.

Figure 3: Visiting the manufacturing line
This hands-on experience provided me with invaluable insights into the challenges encountered during manufacturing and deepened my understanding of best practices for design. This fundamentally changed my approach to designing parts for assembly, allowing me to create more efficient and manufacturable components.
During this phase, we encountered several issues stemming from initial design assumptions. The challenges we faced and the strategies we implemented to address them are detailed in the challenges section below.
Reliability Testing
Upon receiving the PTU and PRU systems from our contract manufacturer, we conduct a suit of reliability and validation tests. These tests were essential to ensure that our product could withstand our listed environmental ratings as well as any use/abuse scenarios while maintain full functionality. Below is a summary of mechanical tests performed:
-
Drive over for the PTU (from a range of 300lbs to >1000lbs)
-
Thermal cycling while operating (from -40C to 80C)
-
Vibration testing for PRU (Using a HALT Chamber)
-
Cable pullout testing for GFCI plug (using an Instron)
-
Water submersion/ splash testing (Rated to IP66)
Figure 4: Drive over test using Ford MachE
In parallel with the reliability tests, I performed a series of finite element analyses (FEA), including thermal studies and static load tests. This allowed us to correlate our FEA results with the actual test outcomes. Establishing a reliable FEA model allowed for better understanding of subsequent design changes before committing to hard tooling modifications.
These rigorous testing procedures ensured that our designs met the necessary standards for reliability and performance.
Challenges
During the ramp-up of the manufacturing line and the reliability testing phase, we encountered several challenges that required effective resolution. Below are two notable issues we faced, along with the strategies we implemented to address them.
PRU Cover Warping
Issue: During the thermal cycling tests, the plastic cover of the PRU exhibited significant warping resulting in a wavy pattern along the edges near the screws. This deformation was determined to be caused by our initial material selection, which included a plastic with a high Coefficient of Thermal Expansion (CTE) As the material heated, it deformed considerably compared to the attached aluminum heatsink.
Resolution: Collaborating with a materials engineer, I selected a new injection-molded plastic, with a lower CTE, which is more comparable with the die cast heatsink.
Lessons Learned: It is crucial to consider all relevant factors when selecting materials to ensure they meet the required performance standards.
PTU Bezel Cracking
Issue: During the drive over testing, the plastic top cover of the PTU proved to be overly brittle, failing to withstand even the lower limits of our load requirements.
Resolution: I undertook a design overhaul to alleviate stress concentrations in specific areas of the internal ribbing. By adding additional ribbing and increasing the nominal thickness of the part, we achieved a 225% increase in strength without needing to change the material.
Lessons Learned: Developing a rudimentary FEA model early in the design process can be invaluable for ensuring a structurally sound design.

Figure 5: Cracked PTU bezel due to drive over test
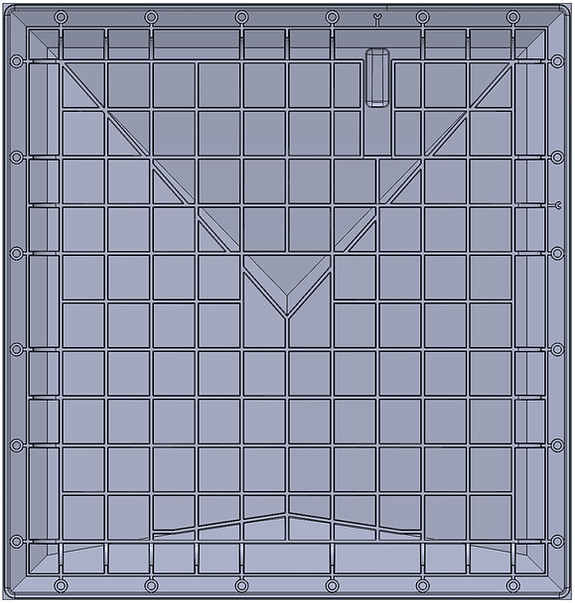
Figure 6: Overhauled PTU bezel design
Production Validation
Once the finalized design successfully passed all reliability testing and the manufacturing line was validated, we progressed to ramping up production quantities. At the beginning of the production validation stage, I received a set of First Article Inspection (FAI) reports for review.
To assess the average performance of our manufactured parts, I conducted Cpk calculations. This analysis provided valuable insights into the manufacturing process, enabling us to identify areas for improvements. By performing tolerance studies, we were able to refine our engineering drawings, enhancing the manufacturability of our systems and ensuring consistent production quality.
Summary
Being a part of this project has been an invaluable experience. From the inception to completion, I gained comprehensive insights into the full lifecycle of product development. Throughout this journey, I learned numerous lessons that I will carry into future projects. I would also like to express my gratitude to everyone involved; this achievement was a remarkable team effort.